

Cải tiến phương pháp phân tích phòng thí nghiệm, kỹ sư BSR làm lợi hơn 1 tỷ đồng mỗi năm
-
Tác giả:
 03/12/2025
03/12/2025
Hàng năm, Phòng Thí nghiệm Công ty cổ phần Lọc hóa dầu Bình Sơn (BSR) thực hiện hàng trăm phép thử để kiểm soát chất lượng xúc tác của “trái tim” Nhà máy Lọc dầu Dung Quất - phân xưởng RFCC. Từ một bất thường trong kết quả phân tích asen, các kỹ sư BSR đã tự nghiên cứu, cải tiến phương pháp thử, khắc phục sai số, làm chủ quy trình và giúp Nhà máy tiết kiệm hơn 1 tỷ đồng mỗi năm. Câu chuyện ấy không chỉ nói về một sáng kiến kỹ thuật, mà còn phản ánh tinh thần đổi mới, trách nhiệm và sáng tạo bền bỉ của những người làm khoa học ở BSR.
Từ “trái tim” của Nhà máy đến bài toán xúc tác
Trong quy trình vận hành của Nhà máy Lọc dầu Dung Quất, phân xưởng RFCC (Residue Fluid Catalytic Cracking - cracking xúc tác tầng sôi cặn nặng) được ví như “trái tim” của toàn hệ thống. Đây là nơi diễn ra quá trình chuyển hóa phần cặn nặng (residue) từ chưng cất dầu thô (CDU) thành các sản phẩm nhẹ có giá trị kinh tế cao như xăng, LPG, propylene, dầu diesel và dầu nhiên liệu.
Cụm RFCC của Nhà máy gồm bốn phân xưởng: tháp phản ứng, hệ thống tái sinh xúc tác, phân tách sản phẩm và xử lý khí - sản phẩm phụ. Với công suất thiết kế khoảng 69.700 thùng/ngày, RFCC hiện có thể vận hành vượt mức 110% công suất khi ở điều kiện tối ưu - minh chứng cho năng lực kỹ thuật, vận hành và cải tiến liên tục của đội ngũ kỹ sư BSR.
Cốt lõi của quá trình xứ lý ở RFCC là xúc tác - yếu tố quyết định hiệu quả và chất lượng sản phẩm. Loại xúc tác được sử dụng là zeolite dạng bột mịn, có kích thước trung bình 70 microns, hoạt động trong trạng thái “tầng sôi giả lỏng” để thúc đẩy quá trình bẻ gãy các cấu tử mạch dài trong nguyên liệu nặng. Trong hệ thống luôn có khoảng 600–650 tấn xúc tác cân bằng, và mỗi ngày cần bổ sung từ 8-13 tấn xúc tác mới.
Song song đó, lượng xúc tác thải ra gần như tương đương lượng xúc tác mới bổ sung, trung bình 10 tấn/ngày. Phần xúc tác này được thu gom tại các vị trí chuyên biệt như Hopper D-1506 và Silo Fine, sau đó phân loại và xử lý theo quy chuẩn quốc gia QCVN 07:2009/BTNMT về ngưỡng chất thải nguy hại. Từ khi Nhà máy vận hành, các mẫu xúc tác thải RFCC được gửi đến đơn vị giám định để phân tích, và kết quả đều đạt yêu cầu - dưới ngưỡng chất thải nguy hại.
Tuy nhiên, ngày 21/3/2023, đơn vị giám định cung cấp kết quả asen (As) trong lô xúc tác ngày 24/2/2023 là 8,05 mg/L, vượt ngưỡng chất thải thông thường 2 mg/L. Nếu các kết quả này được xác nhận, lô xúc tác RFCC này sẽ phải phân loại và xử lý như chất thải nguy hại - kéo theo chi phí tăng đột biến: từ 736.000 đồng/tấn lên 4,6 triệu đồng/tấn.
Trước kết quả “bất thường” ấy, nhận nhiệm vụ được giao, các kỹ sư Phòng Thí nghiệm đã tiến hành phân tích lại toàn bộ nguồn nguyên liệu, hoá chất, phụ gia chế biến tại phân xưởng RFCC để truy vết nguồn As tích tụ trên lô xúc tác nói trên. Kết quả đánh giá lại cho thấy không nguồn nào có hàm lượng asen đủ lớn để tích tụ đến mức vượt ngưỡng trong xúc tác. Điều này đặt ra nhận định ban đầu: phương pháp phân tích của đơn vị dịch vụ có thể bị nhiễu, gây sai số dương cho kết quả thử nghiệm.
Khi kỹ sư BSR “bắt bệnh” và tự tìm lời giải
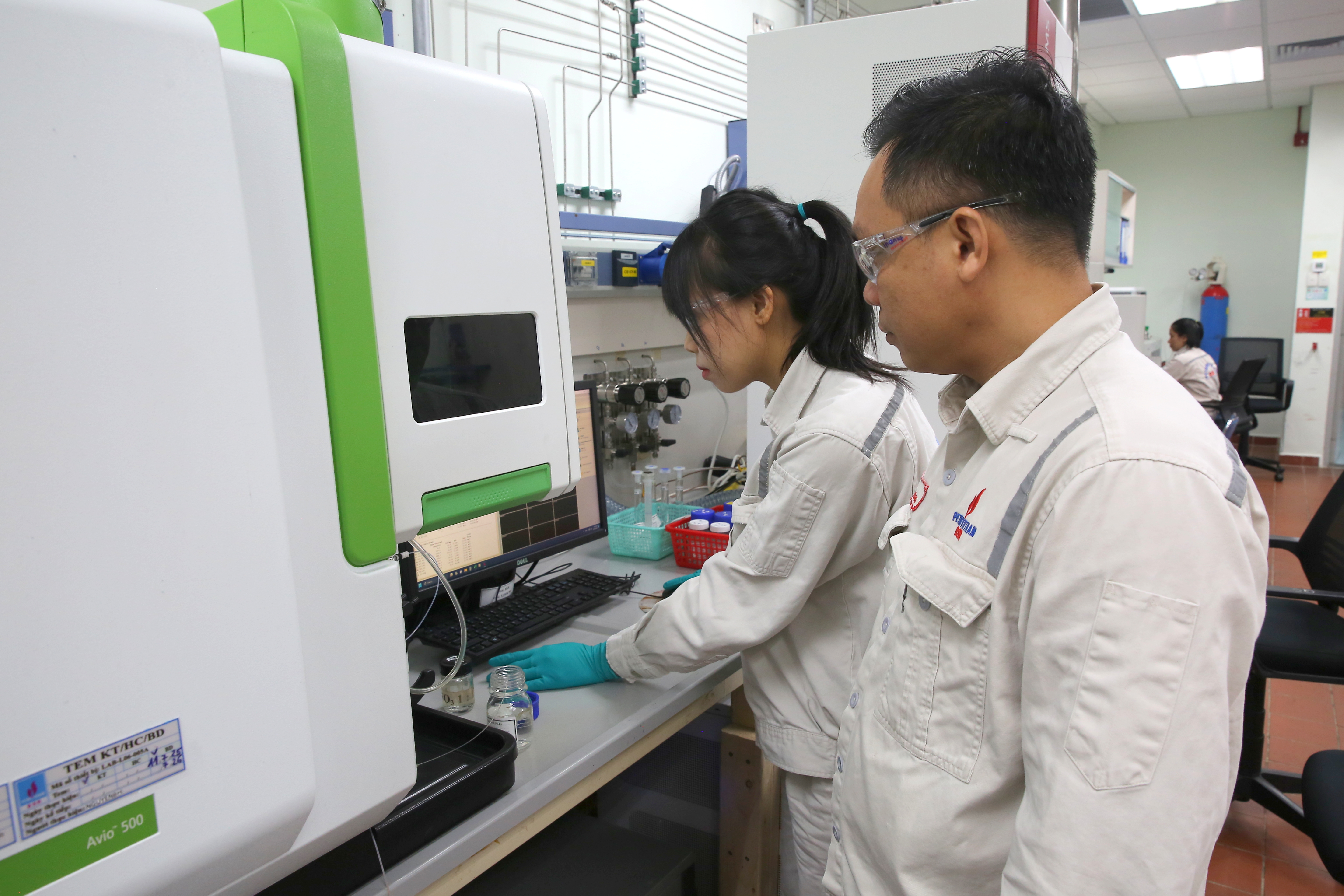
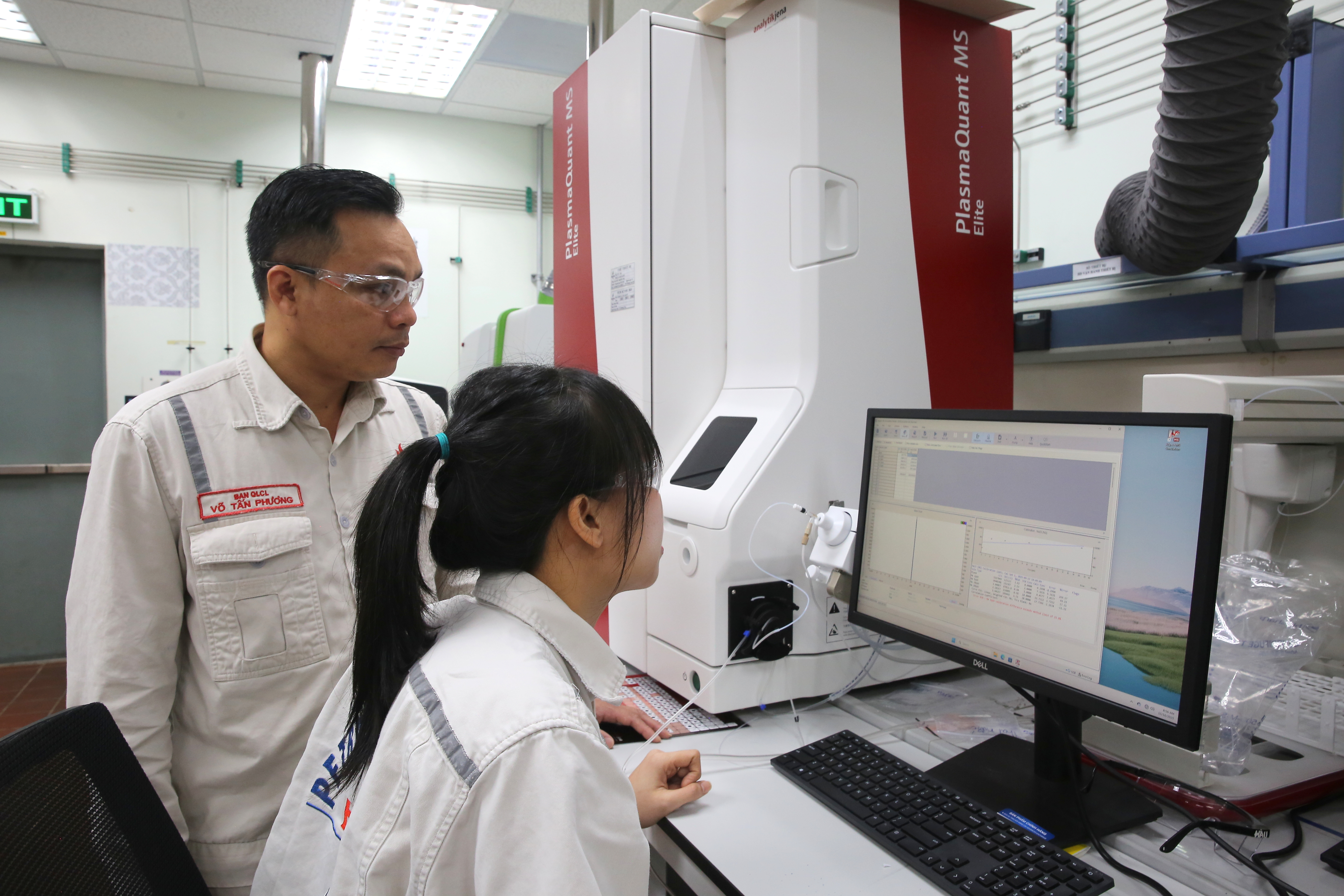
Trước thực tế đó, nhóm kỹ sư Phòng Thí nghiệm BSR - đứng đầu là kỹ sư Võ Tấn Phương bắt tay nghiên cứu xây dựng phương pháp phân tích nội bộ thay thế hoàn toàn việc thuê dịch vụ ngoài. Đây là nhiệm vụ không chỉ đòi hỏi kiến thức chuyên sâu về hóa phân tích mà còn cần sự am hiểu sâu sắc về quá trình công nghệ RFCC.
Theo thiết kế ban đầu, Phòng Thí nghiệm BSR không có chức năng phân tích các chỉ tiêu kim loại chiết tách như asen, antimon trong xúc tác. Tuy nhiên, trước yêu cầu cấp bách, nhóm kỹ sư đã chủ động tận dụng thiết bị hiện có - đặc biệt là máy ICP-OES và thiết bị cô quay - để tái thiết lập toàn bộ quy trình chiết tách kim loại theo tiêu chuẩn EPA 200.7 & 1311, nhưng được “nội địa hóa” phù hợp với điều kiện thực tế.
Giải pháp sáng tạo này đã thay thế hoàn toàn thiết bị chuyên dụng đắt tiền bằng thiết bị cô quay sẵn có, giúp chiết tách kim loại trong xúc tác vào pha nước một cách hiệu quả. Đặc biệt, nhóm nghiên cứu phát hiện ra yếu tố nhiễu từ nguyên tố đất hiếm Lanthan (La) - vốn xuất hiện trong xúc tác zeolite là nguyên nhân chính khiến kết quả asen bị sai lệch. Từ đó, nhóm đã tiến hành nhiều thí nghiệm, xây dựng giải pháp xử lý yếu tố nhiễu, đảm bảo độ chính xác cao khi phân tích trên thiết bị ICP-OES ở các bước sóng 193nm và 197nm.
Giải pháp “cây nhà lá vườn” này không chỉ giúp tăng độ chính xác của kết quả phân tích mà còn đáp ứng đầy đủ yêu cầu kỹ thuật của tiêu chuẩn ISO 17025. Kết quả thật ấn tượng, khi áp dụng phương pháp mới với kết quả thử nghiệm có độ chính xác cao, các mẫu xúc tác RFCC được thử nghiệm lại đều nằm trong giới hạn an toàn, dưới ngưỡng chất thải nguy hại. Đặc biệt, nhóm tác giả đã hợp tác chuyển giao giải pháp đến đơn vị giám định để phân tích lại lô xúc tác nêu trên.
Sau khi áp dụng khuyến nghị của BSR, đơn vị thử nghiệm cung cấp lại kết quả phân tích lô xúc tác ngày 24/2/2023 và lần này, hàm lượng asen đã thấp hơn ngưỡng quy định, khẳng định tính đúng đắn và giá trị thực tế của sáng kiến.
Sáng kiến “Cải tiến phương pháp phân tích asen, atimon (EPA 200.7 & 1311) trong xúc tác RFCC để tăng độ chính xác của kết quả thử nghiệm” đã đoạt giải Nhất Hội thi Sáng tạo Kỹ thuật tỉnh Quảng Ngãi lần thứ 14 (2024–2025). Về kỹ thuật và môi trường, phương pháp mới giúp Phòng Thí nghiệm BSR chủ động hoàn toàn trong việc kiểm soát chất lượng xúc tác, tính toán và điều chỉnh liều lượng hóa chất Ni passivator, đồng thời phân loại chính xác xúc tác thải theo quy định QCVN 07:2009/BTNMT, đảm bảo tuân thủ pháp luật và tối ưu chi phí xử lý chất thải.
Về kinh tế, lợi ích còn rõ ràng hơn. Trước đây, mỗi năm Phòng Thí nghiệm BSR phải gửi khoảng 208 mẫu xúc tác thải ra ngoài, với chi phí trung bình 5,28 triệu đồng/mẫu. Khi tự thực hiện trong phòng thí nghiệm, chi phí chỉ còn 313.033 đồng/mẫu. Như vậy, mỗi năm BSR tiết kiệm được khoảng 1,033 tỷ đồng - chưa kể lợi ích gián tiếp từ việc chủ động, nhanh chóng trong kiểm soát chất lượng và điều chỉnh công nghệ.
Ông Phạm Công Nguyên - Trưởng ban An toàn Chất lượng BSR đánh giá: “Nhìn lại toàn bộ hành trình, sáng kiến này không chỉ là một câu chuyện về một phép thử hay một công đoạn kỹ thuật nhỏ. Đằng sau đó là tinh thần sáng tạo, chủ động và khoa học - những giá trị đang thấm sâu trong văn hóa đổi mới của BSR.
Từ việc phát hiện dấu hiệu bất thường, đến quá trình “bắt bệnh”, phân tích, tìm nguyên nhân, rồi xây dựng phương pháp thay thế hoàn chỉnh, các kỹ sư BSR đã chứng minh năng lực làm chủ công nghệ và khả năng sáng tạo không giới hạn. Họ không chỉ xử lý được một vấn đề kỹ thuật cụ thể mà còn góp phần giảm chi phí, nâng cao tính bền vững trong sản xuất, và khẳng định bản lĩnh “người BSR” - nói ít, nghĩ nhiều, làm nhiều, tốc độ nhanh, hiệu quả cao”.
Bằng trí tuệ và tâm huyết, kỹ sư Phòng Thí nghiệm BSR đã biến những thao tác tưởng chừng nhỏ bé thành giải pháp mang lại lợi ích lớn hơn 1 tỷ đồng mỗi năm. Câu chuyện này một lần nữa khẳng định: tại Nhà máy Lọc dầu Dung Quất, mỗi sáng kiến, mỗi cải tiến dù ở quy mô phòng thí nghiệm hay quy trình sản xuất, đều là một viên gạch nhỏ xây nên giá trị lớn cho doanh nghiệp và cho ngành năng lượng, lọc hóa dầu Việt Nam.
Đức Chính






Từ khoá

